Sieg SX4 Mill
The new Sieg SX4 mid-size mill is an impressive machine. It’s big. It’s heavy.
The laws of physics dictate that the mass of a solid object increases as the cube of the linear dimensions.
This formula does not hold exactly for a mill, since it is not a uniform solid object, but as you scale a machine up to handle larger work, the weight increases rapidly.
And in a machine tool, more weight is better since it makes the machine more resistant to vibration and able to handle heavier cutting loads.
If you aren’t familiar with their line of products, Sieg has a whole range of mills (currently 11), starting with the very small X0 all the way up the SX4.
The “S” prefix designates “Super”, which is a more feature-rich version of each size variant.
For example, the “S” versions of each model now use brushless DC motors which are smaller and produce greater torque than the conventional DC motors used in the standard versions of each mill.
Let’s compare a few of the Sieg mill models:
| Model | Weight | X-range | Y-range | Z-range | Table Size | Max Drill Bit |
|---|---|---|---|---|---|---|
| SX2 | 110 lbs | 8.7 in | 3.9 in | 7.1 in | 3.9x15.2 in | .5 in |
| SX3 | 364 lbs | 15.7 in | 5.7 in | 15 in | 6.3x22 in | 1 in |
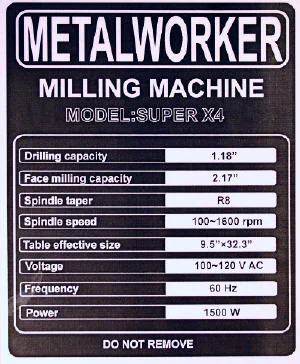
| SX4 | 783 lbs | 17.7 in | 9.8 in | 16.3 in | 9.5x32.3 in | 1.2 in |
Or, in metric units…
| Model | Weight | X-range | Y-range | Z-range | Table Size | Max Drill Bit |
|---|---|---|---|---|---|---|
| SX2 | 50 kg | 220 mm | 100 mm | 180 mm | 100x385 mm | 13 mm |
| SX3 | 165 kg | 400 mm | 145 mm | 380 mm | 160x560 mm | 25 mm |
| SX4 | 355 kg | 450 mm | 250 mm | 415 mm | 240x820 mm | 30 mm |
Of course as the size of the mill is scaled up, you have a greater range of motion in each of the axis directions, allowing work on larger size objects.
Additionally, larger mills are typically stronger and more rigid than their smaller counterparts, making it possible to take deeper and faster cuts to get a job done faster.
In some ways the SX4 is like a scaled-up version of the SX3.
It keeps the best features of the SX3 and adds a few new ones, such as a dedicated motor to raise and lower the massive head, that are unique to this machine. That motor actually is as big as the main drive motor on the SX2 mini-mill.
While still small compared to a classic Bridgeport-style mill, the SX4 is about as large a machine as you are likely to have room for in the average suburban home or garage workshop. Plus you don’t need a forklift to move it more about that near the end of this article.
Basic Construction
As on most large machine tools, all of the major structural components of the mill are made from cast iron. Cast iron, due to its mass and grain structure, is dimensionally stable and is good at reducing vibration during cutting, which increases precision.
On the unit I received, the castings were clean and largely free from sand, grit and other residue of the casting process that often is found in new imported machinery.

Typical of the tools manufactured by Sieg, the machined surfaces were protected during shipping by a layer of red packing grease to prevent rust while the machine is in transit from Shanghai to the customer.
By now, an experienced veteran of this type of cleanup, I had the machine looking shipshape in about an hour.

I find that obsolete business cards are handy for scraping the grease from smooth surfaces, thus reducing the amount of solvent that’s needed.
In an enclosed shop, the solvent fumes can get pretty strong. Best to do this with the windows open and a fan circulating the air if the weather permits.
In this case, it was hot and humid outside, so I had to keep the windows closed. I’ve also begun wearing nitrile gloves for this operation - it makes it much easier to clean your hands when you’re done with the machine cleanup.
A rag and a paintbrush with some kerosene or WD-40 take care of the less accessible areas.
Table Construction and Motion Control
Compared to the mini-mill, the table of the SX4 is quite large and heavy. To better illustrate this, here’s a photo of the table of the mini-mill on the table of the SX4.
It’s not an exaggeration to say that you could machine a mini-mill on the SX4.
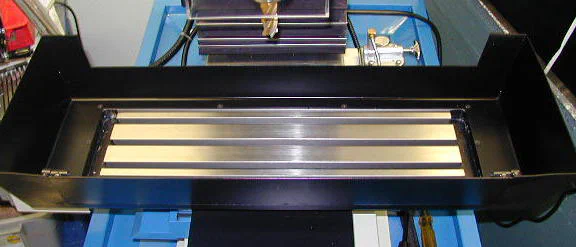
Another way to appreciate the size difference is that the range of movement of the Y-axis on the SX4, at 250mm or 9.8 in., is greater than the range of the X-axis of the mini-mill at 220mm or 8.7".
I haven’t weighed the SX4 table, but I would not be surprised if it weighs over 100 lbs. The SX4 table has four T-nut slots about .550" wide at the top compared with three slots about .475" wide on the mini-mill.
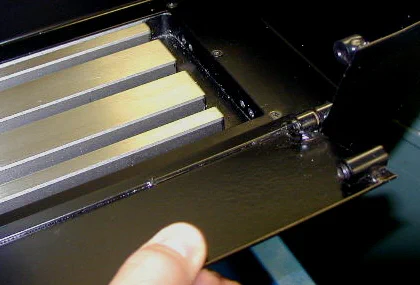
The T-slots also form a basin for collecting cutting fluid. On the back of each corner of the table, a screw plug can be removed to connect a pump hose to capture the excess cutting fluid for recirculation.
Surprisingly, for such a massive chunk of metal, movement of the table in both the X and Y axes is smooth and easy. The X-axis power feed adds a little drag, even in neutral, but it’s still no problem to move the table an inch or two in the X axis by hand.
Any more than that and it’s easier to use the power feed.
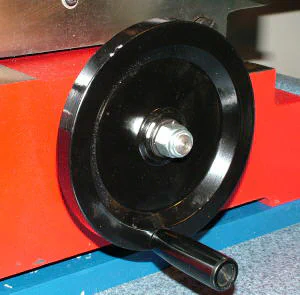
Both the X- and Y-axes have large, heavy handwheels about 5 1/2" (14 cm) in diameter. They are substantial enough to provide a small flywheel-effect to keep the table in motion when you need to move it a few inches at a time.
On the X-axis, the handwheel can be decoupled from the leadscrew by pulling out on the handle. This feature keeps the handwheel from spinning around rapidly, where it might damage something, when the table is driven by the power feed.
Oil ports with spring ball seals enable easy lubrication of the dovetails on each axis. An inch scale on the front of the table is handy for approximate positioning and measuring of motion.
Naturally, for serious work on a machine of this caliber, digital readouts (DROs) are pretty much a necessity.
In a separate article (coming soon) I’ll be documenting the installation and use of a nice 3-axis DRO from Shars Tool.

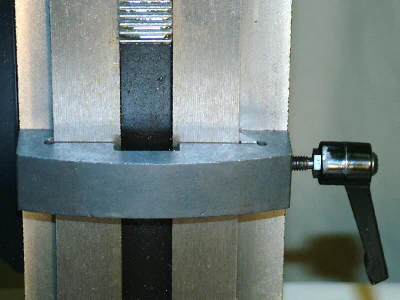
Each axis has two adjustable locking levers to lock the dovetail during cutting operations. For maximum accuracy and safety it’s good practice always to lock down the axes that aren’t actually in motion when making a cut.
As on other Sieg mills, the levers are spring-loaded such that the default position of the lever can be adjusted to the most convenient orientation where it does not bump into the underside of the table or some other obstacle.
That’s a simple but very useful feature.

Each axis also has a gib strip with adjusting screw. For the uninitiated, gib strips are relatively soft steel strips with a diamond-shaped cross section.
They form the bearing surface on one side of the dovetail slide for each axis and are arranged with a screw adjustment such that they can take up any slack that forms as the machine wears with use.
This ensures that a precision fit can be maintained for the life of the machine tool.

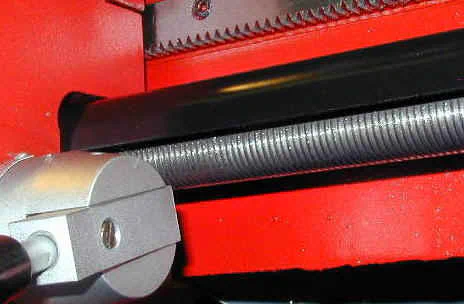
For those of us who still use the inch system of measurement, the leadscrews on this version of the mill are 8 TPI pitch, or 1/8" (0.125") per turn of the handwheel.
This is a significant improvement, since the leadscrews on many import tools, including most of those from Sieg that I have reviewed, are based on a metric pitch with the dials reading the approximate inch equivalent.
On this mill, if you turn the handwheel by exactly 8 turns, the table moves exactly 1 inch. Of course, if you have DROs installed, you can select either inch or metric display format and work in whichever units you prefer - and with accuracy to 0.001" or better.
I’ll be doing a follow-up article on installing DROs from Shars Tool.
Heavy-duty accordion-style chip shields cover the part of the dovetail behind the table and up the column to prevent chips from getting into the Y-axis and Z-axis dovetails and leadscrews.
The shields are made from a flexible and very rugged black fiber material that looks like it will stand up to many years of hard use without a problem.
Unlike the rubber accordion material used for the same purpose on the mini-lathe, which basically forms a canopy over the dovetails, the ones on the SX4 completely enclose the protected area.
For maintenance access they can quickly and easily be removed if necessary.
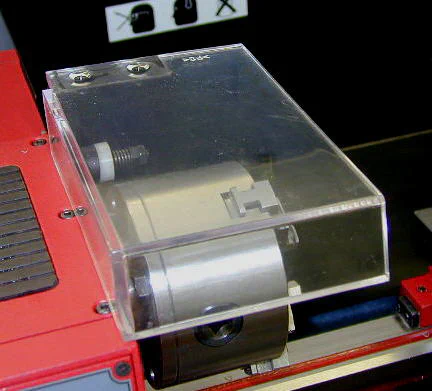
Power Feed Option
With a table as long as this one (32 in., 820mm), a power feed is pretty much a requirement, unless you enjoy cranking the handwheel for long periods of time.
Sieg makes a nice power feed option that mounts on the left end of the table. The top of the power feed control box is lower than the top surface of the table, so the power feed does not get in the way of large workpieces that extend beyond the left end of the table.

The controls are straightforward:
- Directional Lever - Left, Neutral, Right
- Speed control knob
- Quick Moving button
Also on the front of the control panel are a pilot lamp for power, a Fault lamp and a fuse holder.

Integral to the speed control dial, a switch activates at the full counterclockwise position. When the power feed is first turned on, or any time the direction is reversed, the speed control knob must be reset to the fully counter-clockwise position.
This feature ensures that the table does not unexpectedly take off when you power it up or change direction.
The Fault light illuminates if the table movement is obstructed by an obstacle or by taking such a deep cut that the power feed is overloaded. This serves as a safety feature as well as protecting the electronic speed control from overload.
Once the Fault light is lit, the power feed must be reset by turning the speed control knob fully counter-clockwise until the switch clicks.
Mounted on the front of the table, a limit switch prevents the power feed from running the table beyond the end limits set by two adjustable stops.
Springs on the plungers of the stops prevent the stop from crushing the switch during the short additional distance that the table moves while decelerating.
A power feed is a great time saver and convenience on any mill but it also can improve the finish quality of the workpiece.
When turning the X-axis handwheel manually, variations in the rotational speed of the leadscrew are inevitable and result in an unevenness in the appearance of the fine lines left by the leading edge of the milling cutter.
The power feed has a very steady feed rate, making the cutting lines very consistent across the surface of the workpiece.
Additionally, for a very fine finish, you can use a very slow feed rate without the tedium of having to turn the handwheel for several minutes by hand.
Vertical Motion Control
One of the coolest - and most useful - features of the SX4 is the power driven Z-axis. A motor and gearbox at the top of the column drives a leadscrew inside the column to raise and lower the head.

There’s been an interesting evolution of the Z-axis feed from the X2 mini mill through the X3 and SX3 to the X4.
On the X2 mini-mill, the head is raised and lowered using the 3-spoke handwheel which drives a rack and pinion.
A coil spring or air spring (depending on the model and vintage) offsets the weight of the head.
This arrangement is convenient: the head is easy to move quickly up or down over the full range of the column and the fine-feed control is engaged for precise depth control when milling. There is no separate quill on the mini-mill; all Z-axis motion is controlled via the rack and pinion.
The X3 head is quite a bit larger and heavier than on the X2.
The head is moved by means of a handwheel on the front of the base casting that drives a right-angle gear to turn a threaded shaft in the column.
On the model I had some years ago, there was an air-spring in the column to offset the weight of the head. While the air spring did a great job of making it easier to move the head upwards, it restricted somewhat the total range of Z-axis motion.
Therefore, on the SX3, Sieg eliminated the air spring and used a lower gear ratio. Now you had the full Z-axis range available, but raising the head more than an inch or two was a chore that I did not look forward to; it took more elbow grease and twice as many turns of the handwheel as on the X3.
Fortunately, the cutting height of the tool could also be adjusted using the quill, making it possible in many cases to avoid having to raise or lower the head - at least once the initial height had been established for a workpiece.
Now on the SX4, the massive head probably weighs as much as the entire X2 mill. (Just a guess; I really didn’t want to remove it to weigh it!). Accordingly, Sieg has provided a motorized power feed to raise and lower the head.
Push the UP button and it goes up - smoothly, quietly and at a speed that’s a good compromise between accurate control and quick motion. Push the DOWN button and it goes down.
It takes about 40 seconds to move the head through its full 12 3/4" (32 cm) range.

Now that I’ve had some time to use this feature on some actual work, I couldn’t be more pleased. Need to raise the head to change tools? No problem. Quick and easy.
Want to raise the head up out the way while clamping a workpiece to the table? Simple! And another benefit which I have come to appreciate is this: because you can move the head so easily, you don’t need to extend the quill just to avoid having to move the head down (later to have to move it back up again).
With the quill at a minimal extension, rigidity is increased, which lets you take more precise and aggressive cuts without risk of chatter.
Limit switches with roller plungers at the upper and lower ends of the column are engaged by a robust steel cam attached to the head to prevent the operator from accidentally running the head past the end of its safe limits of travel.
I think it goes without saying that the power Z-axis feed should never be used to move the head while a cutting operation is underway.
Motor Drive
If you’re a regular reader of min-lathe.com, you already know that over the last few years, Sieg has been using brushless DC motors in their high-end machine tools in the Black & Red product line, which is targeted at hobbyists and light industrial users.
I’ve reported in some detail on the advantages of the brushless DC motors, so I won’t rehash that information here; please read the earlier reviews if you’d like more information.
In short, though, for a given size, the brushless motors have considerably more torque than a traditional brush-style DC motor.
That means that they can use direct belt drive where a brush-type motor would require reduction gears or pulleys to provide a similar amount of torque. Not only that, but they are completely sealed and practically immune to dust, grit oil and other contaminants.

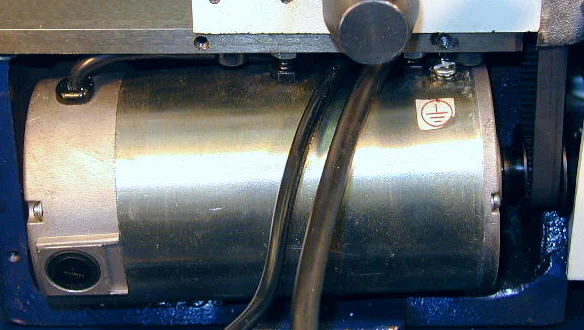
On this mill, the large (20 lbs.), 1500 Watt, brushless DC motor drives the spindle via a heavy-duty toothed timing belt. This arrangement combines efficient transfer of power with the beneficial shock-absorbing properties of belt drive.
Belt tension is adjusted by loosening the four cap screws and pushing back on the motor assembly, then tightening the screws. Unlike the early-model mini-mills, there are no gears in the drive train, which were often a source of trouble. (Note: the new SX2 model mini-mill also uses a brushless DC motor and belt drive).
The SX4 motor is nearly as big as the whole head on the mini-mill. Out of curiosity, I ran the motor with drive belt removed. The motor is very quiet; what little noise the SX4 produces is nearly all attributable to the belt and spindle.
Electronics
Powering the motor is a sophisticated controller located in the back side of the column. In that location, the electronics are well-protected from flying metal chips, which are always present when working with a mill.
The heavy cast iron column also serves as a both heat sink and a convective cooling tower, obviating the need for a fan and contributing to the quiet operation of the SX4.
When the motor is not running, the SX4 sits silently, waiting for work.

Control Panel
With the exception of the main power switch, which is located on the right side of the column, all of the electrical controls for the SX4 are conveniently located on the front panel of the electronics control box attached to the left side of the head.


The control panel is clean an functional. To start the motor, the Emergency Stop button must be set to the unlocked position by rotating the knurled knob clockwise; then press START.
The motor then will accelerate to the speed set by the R.P.M control knob from a low speed of about 100 RPM to a top speed of about 1600 RPM. Unlike the SX3, which used a pair of membrane buttons to increase and decrease the motor speed, the SX4 uses a traditional analog “volume-control” style knob, which, personally, I like better.
It’s actually quicker to set the knob than it is to use the buttons and I find it more intuitive to tweak the knob to the desired speed than to use buttons for that purpose.
Maybe it’s just because I was born in the analog age?
Current spindle rotational speed is displayed on the digital tachometer, so guys who like digits will also be happy. The displayed speed is rounded to the nearest 20 RPM which is plenty accurate for home shop work (and probably for industrial work).
Since the spindle speed will vary slightly under load this keeps the display from constantly changing, which can be distracting and make it harder to read.
We’ve already talked about the UP and DOWN buttons: they make the head go up and down under motor control.
The Emergency Stop button is used to stop the spindle both for routine operation and for emergencies; the only difference is the degree of urgency with which you press it.
In either case, it uses electronic braking to bring the spindle to a quick stop, and remains in the depressed position until releasing it by turning it clockwise.
The green Start button is then used to restart the machine, after any problem situation (if there was one) has been cleared.
Above the green Start button is the Milling / Tapping toggle switch. In the Milling position, the spindle rotates clockwise as required by conventional milling tools.
In the Tapping position, the spindle starts out rotating clockwise, but the direction can immediately be reversed by pressing any one of the green buttons on the ends of the downfeed handles.
After tapping the hole, the spindle is reversed to withdraw the tap from the hole. One thing I discovered with the SX3: this feature is intended for tapping through holes, where the pilot hole extends all the way through the workpiece, not blind holes, where it goes only partway through.



For safety and control, tapping should be done at the lowest speed; around 100 RPM. It is, however, possible to run the spindle in reverse at higher speeds.
I can’t think of an immediate application for that feature, but there probably is one.
Head and Spindle

The head is big, heavy and solid. Mounted on the upper-left side, a separate housing encloses the electronic operating controls and digital tachometer display.
Below the housing we find the halogen work light, the housing for the quill return spring and the housing for the safety shield shaft. On the center of the head are the spindle locking lever and the digital readout (DRO) for spindle extension.
On the right side are the fine-feed knob, the digital protractor and the 3-arm quill feed lever with the fine-feed locking handle at the center.
Spindle (Quill)

The spindle, or quill, is about 2.5" (65 mm) in diameter and has an extension range of 3.5" (90mm). Attached to the front of the quill is the scale for the digital readout that displays the quill extension. I measured the spindle runout at about 0.0001" (one ten-thousandth) which is very good.
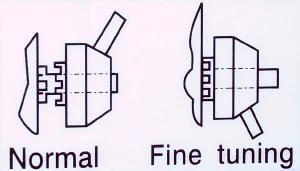
Motion of the spindle, as on the SX3, is controlled both by a 3-arm handwheel as well as by a precise fine-feed knob. Mounted in the center of the hub of the 3-arm downfeed handle is a knob with a threaded shaft.
When this knob is turned clockwise until snug, it engages the fine-feed control knob which turns a worm screw. When loosened, spindle motion is controlled by the 3-arm handle. There’s a folding handle on the locking knob but, since only a partial turn of the knob locks or unlocks the fine-feed, I haven’t found a need to use it.
(Update 01/06/11 - having done more work with the mill now, I have found that the real purpose of this handle is to provide extra leverage when tightening and loosening the handwheel.
On the SX3, this wasn’t really needed, but on the SX4, the extra leverage makes a big difference)


This arrangement is very effective. For drilling operations, it can be used just like a conventional drill press, while to precisely advance the cutting tool for milling, the fine-feed knob is sensitive enough to enable adjustments of 0.0005" (half a thousandth).
A locking lever locks the spindle in place while milling. A ring of nylon, or similar material, buffers the impact as the spindle retracts back fully into the head.
For quick adjustment of the quill extension or for drilling operations, the 3-spoke handwheel, or downfeed, works just like the similar handle found on a drill press.
In fact, the SX4 is a very effective precision drill press. For precision control of the quill, turn the knob at the center of the downfeed handle clockwise until it is snug.
Now the motion of the quill is controlled by the knurled handwheel conveniently located at the right side of the head. Turning the handwheel clockwise advances the quill while turning it counter-clockwise retracts the quill.
Unlike the similar arrangement on the mini-mill, which has quite a lot of backlash, this one has very little backlash - so little, in fact, that it’s a non-issue.
Quill DRO
There are no calibrated divisions on the fine-feed handwheel, since none are needed: motion of the quill is directly measured and displayed by the Digital Readout (DRO) mounted dead center on the front of the head.
As on most DROs, pressing the mm/inch button toggles the display between inch or metric units. It reads to nearest 0.0005" or 0.01 mm.

The ZERO button sets the display to 0.000 at the current spindle position. I use the zero function frequently when drilling or milling to a specific depth.
Before beginning a milling operation, I move the milling cutter over the workpiece and lower with the downfeed handle it until it just touches the workpiece; then I set the DRO to zero.
From that point on, I can read the depth of the milling cut directly from the DRO.
While the DRO has an ON/OFF button, my experience with similar digital readouts has been that the battery will last a year or more even if the display is left on.
Many DROs, including this one, have a timeout feature that turns the display off if the display has not changed for a number of minutes.
At about 4 1/2 minutes, this one times out sooner than I find convenient but, fortunately, retains its last reading, so you can just press the ON/OFF button to restore the display.

It has been my experience with other similar DROs that not all replacement batteries work effectively in them. I used to buy hearing aid batteries from the pharmacy at Wal-Mart or a grocery store but I found that, while they are the correct size, they don’t power the DRO properly, causing the display to blink even when the batteries are new.
Hearing aid batteries use oxygen as part of the reaction and have a thin stick-on plastic tab on the back that covers up tiny air holes. When the tab is removed, the reaction with air begins.
They provide relatively high power, which is good for hearing aid applications, but have a short life.
I found batteries from a vendor on eBay (the ones marked TIAN QIU in the photo below) that are inexpensive and work well.

R8 Tooling
Although the Sieg web site specifies a #4 Morse taper (MT4) as the spindle taper, this mill was equipped with an R8 taper, which I was happy to see. I already have a good amount of R8 tooling, including collets, drill chucks and end mill holders.
During some Google searching I did not find a lot of similar tooling in MT4 size, and what I did find was more expensive than equivalent R8 tooling.
In case you aren’t familiar with the use of tapers in machine tools, precision-ground tapered surfaces on tool shafts and tool holders mate with a matching taper inside the machine spindle (or tailstock, in the case of a lathe) to precisely center the tool and hold it tightly in place.
A slot in the side of the tooling shaft engages with a pin inside the spindle. A drawbar, really just a long bolt, is then (in some applications) tightened into a mating thread in the end of the tapered tool holder to further secure the tool from working loose.

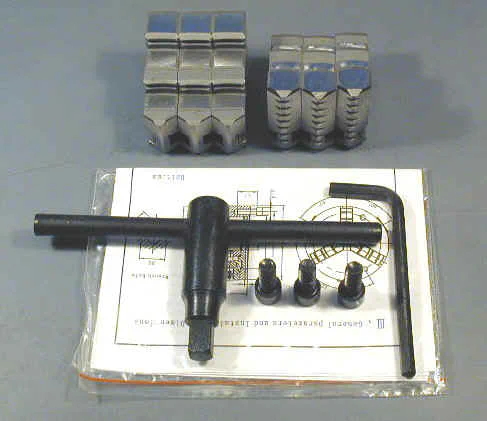
Drawbar and Guard Cap
A drawbar extends through the spindle shaft, emerging from the top of the head, down to where the end of the R8 tooling seats into the mating taper inside the spindle.
A large 12 mm hex wrench fits into a socket head in the top of the drawbar and is used to tighten the drawbar into the threaded end of the R8 tooling.
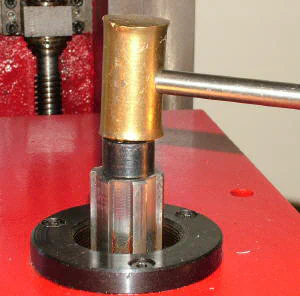
A tool is provided to hold the spindle from turning while the drawbar is being tightened or loosened. After loosening the drawbar about one turn, a gentle tap with a brass head hammer on the top of the drawbar breaks the bond between the tapered shaft and spindle to remove the tool.


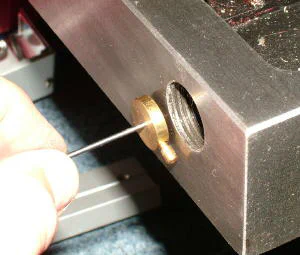
A heavy machined metal threaded cap is provided to screw over the exposed splined shaft of the spindle at the top of the head. It protects the operator from the possibility of contact with the rotating shaft when the mill is operating.
The same tool that is used to hold the spindle when tightening the drawbar can be used to loosen or tighten the cap. Be aware that it has a reverse thread - it tightens in the counter-clockwise direction.
While a hole in the top of the guard allows the hex wrench to be used, the guard precludes tapping the top of the drawbar with a hammer - a necessary operation to free the R8 taper tooling.
However, you can tap on the top of the hex wrench.

Safety Shield
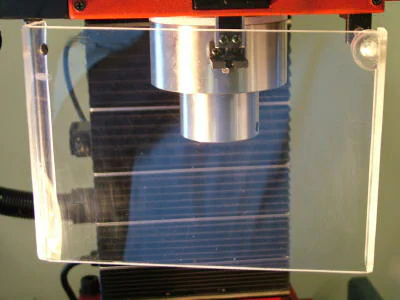
Supported by a shaft on the left side of the head, a polycarbonate (very tough plastic) safety shield swings into place in front of the spindle while the mill is in operation.
Although it helps a little bit in keeping chips from flying towards the operator, it really isn’t intended to be a chip shield: its purpose is to lock out the motor when the operator is changing tooling so that the spindle can’t start turning unexpectedly.
A strong magnetic catch holds the safety shield closed while cutting. The edges and corners were pretty sharp so I smoothed them down with a file.
Rotating Head Feature
As on the SX3 (but not the X3) the head on the SX4 can be rotated to make angled cuts or to position the spindle horizontally. In the case of the SX4, three bolts and a spring-loaded pin are loosened to move the head.
Due its mass, moving the head takes some muscle and getting it set to an exact angle takes a little finesse.
The digital protractor can help you to know when you’ve got it right, but some light blows with a dead-blow hammer are needed to get that last degree of angle.
The head tilts up to 90 in the clockwise direction and up to 45 in the counterclockwise position and can be locked in place at any intermediate angle.
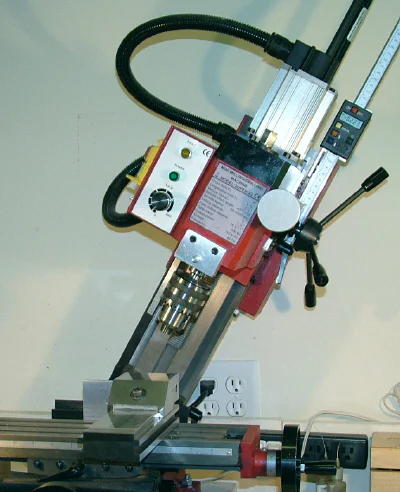
Readers of my SX3 review already know that I’m not crazy about the tilting head feature. When fully horizontal, the spindle ends up in a position that I find impractical for milling.
As you can see in the photo above, the head must be high enough above the table to provide clearance for the quill downfeed handle. Sieg manufactures a raised table platform, which may help, but I still don’t see this setup as being very useful.
Maybe it’s just me?
Also, it takes a fair amount of time to set up the head at a desired angle and even more time to get it back to an exact vertical position when you are done.
For most of my needs, I have found that a tilting vise is quicker and easier to set up for the relatively few times when I need to do angle milling, but it won’t do the job for large workpieces that need to be clamped to the table.
That’s where the tilting head, if you need an angle of 60 or less, may be just what is needed.

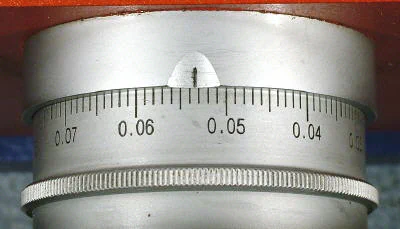
Digital Protractor
A digital protractor, mounted just below the fine-feed knob, provides a direct readout of the angle when the head is tilted. I did not have detailed documentation available for it, but the same protractor can be found for sale as a stand-alone item on the internet.
I assume that it uses gravity to determine the vertical, so for accurate results, you must be sure that your mill table is level.
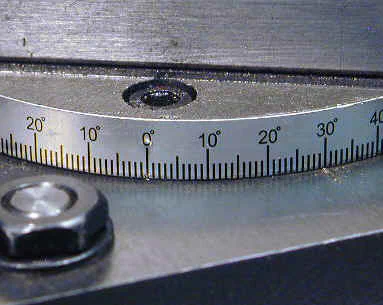

The protractor can be removed from the mill for replacing the batteries, three type CR2032. Like the batteries in the digital readout, these batteries are available on eBay for a lot less than you probably would pay for them locally, so it’s a good idea to get a few spares before you need them.
If you had a need for one, there’s no reason that you couldn’t use this protractor for other jobs around the shop - like setting the angle on a table saw blade.
It has three powerful magnets built into the base that make it handy for just such a job.

Halogen Work Light
Mounted on the left side of the head is a high-intensity halogen reflector lamp. This feature is unique to the SX4 and is not found on any of the other Sieg mills.
Two rotating joints and a central elbow joint provide a wide range of flexibility to aim the bright pool of white light on the work area.
Halogen lights get quite hot in operation, so an insulated handle is provided to grasp the lamp when making adjustments.
While this light does a good job of illuminating the work area, I like a lot of light when I’m working, so I still use two additional swing-arm lamps fitted with small 75W spots for extra illumination.

The SX4 in Action
Naturally, after I got the SX4 cleaned up and ready to go, I was anxious to see what it could do - and especially how it compared with the mini-mill and the SX3 in terms of how deep a cut it could take.
So I started out with some scrap aluminum. I found a piece in the junk bin that happened to ramp up on one side.
It was a piece that would need to be squared up anyway to be useful for a project, but I thought it might make an interesting test case: how far into the ramp could I cut before the cut got too deep? I think the pictures below tell the story pretty well.
The workpiece is 1/2" thick 6061 aluminum. And, by the way, this was done using the power feed at a low feed speed - with my hand ready on the speed control to stop quickly when necessary.

How about a cut with a 1" diameter 4-flute end mill 0.050" deep?

Next I tried the same cut from the other end of the workpiece, but this time at 0.075" depth. This attempt produced a fair amount of spindle chatter (even with the spindle nearly fully retracted) so, about 0.050" seems to be the safe limit - depending, of course, on feed speed.
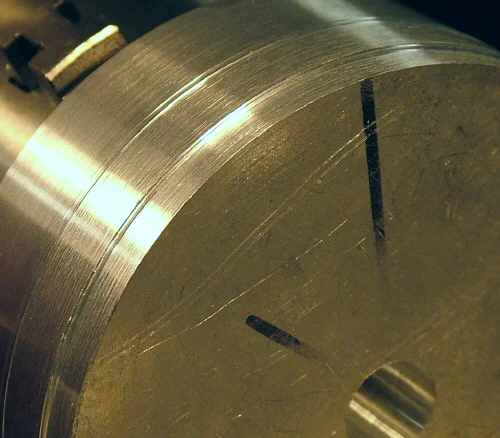
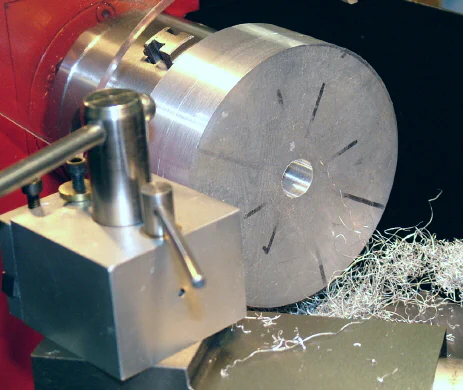
Below I’m flycutting an aluminum workpiece about 3" across. The cuts (as is the rule with flycutting) are quite shallow - about .003-.005" deep.
Flycutting was risky business with the older gear-head mini-mills, since too deep a cut (just a few thous!) could stall the cutter and shear off some teeth on the drive gears.
On the SX4 (and the SX2, X3 and SX3) the belt drive spindle makes that concern no longer an issue.

Moving the SX4
The SX4 was delivered by a freight truck with a lift gate and the truck driver moved the large box from the truck into my garage.
Back in June, mini-lathe.com World Headquarters relocated from Fairfax, VA, west of Washington DC, to a new home west of Richmond, VA. The new shop opens directly into the two-car garage, so I no longer have the obstacle course of varying-height ledges to get from the garage to the shop that I had in my former home.
Plus I have a full-size 2-car garage now, which gives me plenty of room to work once the cars are moved out onto the driveway.
That’s a good thing, too, because getting the SX4 into the old shop would have been a real ordeal. Working in the new garage, I just got the SX4 from the pallet that it was shipped on, onto a furniture dolly with a 1000lb capacity (from HF) and rolled it from the shop into the garage.
Well, not quite - I still had to “hop over” the door sill, only a little over an inch high, but still a formidable barrier to an 800 lb. load on a dolly with small wheels.

Due its nearly 800 lb. (355 kg) weight, moving the SX4 up onto a workbench is not as easy an operation as it is with a 90 lb. mini-mill. Some serious lifting capability and safety precautions are in order.
Fortunately, I have a 1-ton folding shop crane from Harbor Freight, which has been an essential tool in my shop since I started working with machines such as the X3, SX3 and C6 lathe which are all over 300 lbs. in weight.
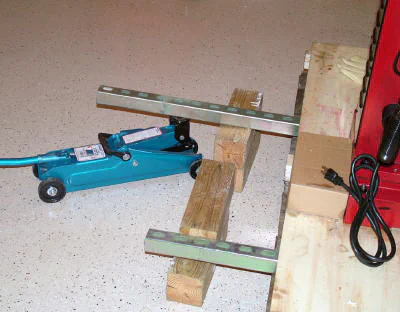
A little prep work with a hydraulic auto jack was needed to get the SX4 off of the pallet. The pallet was too large to get the crane anywhere near the mill to lift it up, so I used the jack to lift the mill onto some 4x4s, leaving the pallet on the floor.
The mill then was high enough to get the crane legs underneath the steel girders that were supporting it.



While the shop crane is rated at 1-ton capacity (HF also sells a 2-ton model), that rating only applies with the lifting arm in the fully retracted position. The arm can be locked into four positions rated at 1/4 ton (500 lbs), 1/2 ton (1000 lbs), 3/4 ton (1500 lbs) and 1 ton (2000 lbs.)
The trouble is that as you retract the arm to handle larger weights, you have less reach to place the load onto a bench.
At 7 inches height, the base of the shop crane is too tall to fit underneath the bench I planned to use, which has only about 5" of clearance from the floor to the bottom of the bench.
Therefore, the legs of the crane had to straddle the narrow side of the bench, preventing the mill from reaching completely over the top of the bench.
When suspended from the crane, though, the load can easily be pushed a few inches off-center, allowing me to get the mill far enough over the bench top that it was stable.
With the 2-ton version of the shop crane, I could have used a longer extension of the crane arm, making this an easier and safer operation.

Not wanting to spend the time it would take to build a new bench for the SX4, I decided to see if the bench I had made for the SX3 was strong enough to safely support the SX4.
While the bench is very sturdy and completely stable with the SX3 on it and a bunch of heavy tooling on the shelves, the SX4 weighs more than twice as much as the SX3.
With the shop crane, I was able to lower the SX4 onto the bench incrementally, while listening carefully for any sounds of breaking lumber or shearing screws.
Hearing none, I proceeded to lower it all the way. Due to its greater depth than the SX3, the SX4 had to be positioned lengthwise on the bench.

Conclusion
If you’re looking for a larger mill and have been considering one of the round-column mills, this could be a good alternative to evaluate. No doubt you are already an experienced machinist and understand how to properly and safely use a large mill like the SX4.
A mill of this size not only opens up a whole new range of projects - just due to its larger range of movement - but also can often do more quickly work that could be done on a smaller mill.
Its mass and rigidity make it possible to take deeper and faster cuts than on a smaller mill.
This mill is built to last and I have no doubt that it will still be in service 30 years from now (presumably not by me!) Everything about it is rugged and strong.
With proper lubrication and adjustment it will outlast most owners.
As often is the case with Sieg products that I review, they are new designs that are at the very beginning of their production life cycle.
Therefore the process of establishing sales channels in the US and worldwide is just beginning and typically takes 6-9 months before the products are available from the usual vendors of Sieg’s product line.
So you can’t buy one just yet, but they should be available by spring or summer 2011 - maybe sooner if the dealers show a lot of interest and have sufficient inventory capacity to commit to buying a shipment of the mills.
Sieg’s new products sometimes are available sooner in the UK and Australia and New Zealand than they are in the US, so keep an eye out for them.
Update 01/22/11: Grizzly is now selling the SX4 as their product number G0720R
I’m pretty impressed by this mill. I liked the SX3 quite a lot and used it in my shop for several years until now, but it had to move to a new home to make room for the SX4 - the new king of the hill.
The SX4, in many ways, is like the stronger and tougher big brother to the SX3.
I haven’t had time to do much work on the SX4 yet, but as winter approaches I’m looking forward to some interesting projects over the next few months.
I’m retiring at the end of October, so I’ll have more shop time than ever before and, hopefully, time to fix all the obsolete links on mini-lathe.
com! ;-)