Mini Lathe Cam-lock Tailstock
One of the biggest frustrations I’ve had with the mini-lathe is in trying to manipulate the lock nut for the tailstock. Due to the tight confines of the lathe, the compound rest may partially block access to this nut when drilling up close - as when using a center drill.
Soon after I got the lathe I started thinking about ways to solve this problem using some kind of cam lock for the tailstock, but I never came up with a good design, and the project kept getting put off.
Some time ago, J.W. Early came up with a nice cam-lock design and posted a pdf file to the 7x10 interest group with all the details of how to make it. (Note: the pdf file is quite large and will take a while to load over a modem connection.)
Several owners made this mod and found it to be a great improvement. I finally got around to making this mod myself, using a slight variation on JWE’s design, and I’m very pleased with it.
Not only does it solve the problem of getting access to the lock nut, it is much quicker and easier to use than a wrench.
I think the most ingenious feature of JWE’s design is the use of a 3/4" bolt drilled through with a 1/2" hole to mount the cam-lock to the tailstock body.
One obstacle is that the back side of the tailstock is not flat - it has an angled section right where the 3/4" bolt needs to go. JWE solved this by milling a flat surface directly into the body of the tailstock.
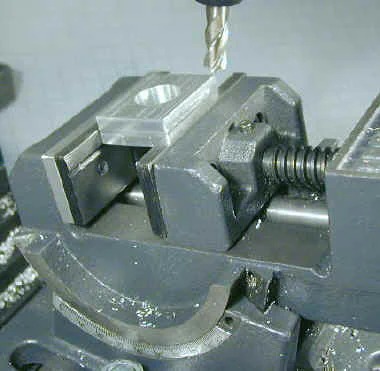
My solution was to mill a small 14 wedge from a piece of 1/2" thick aluminum plate to provide a flat surface for the head of the 3/4" bolt.
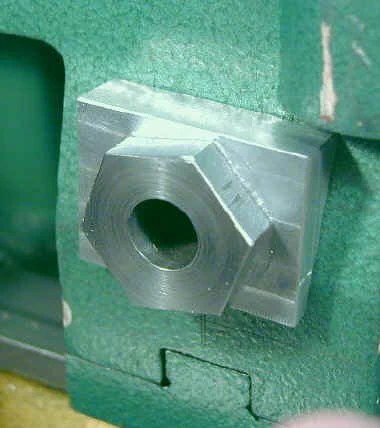
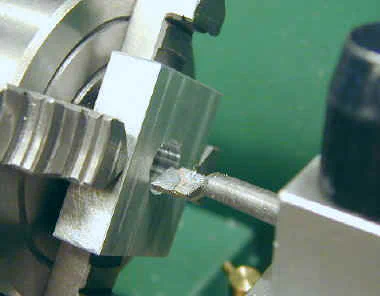
The wedge was made by mounting it in the 4-jaw chuck and drilling a 3/8" hole which I then bored out to 3/4". Then I mounted it in my angle vise set to 14 and milled it to a wedge shape.
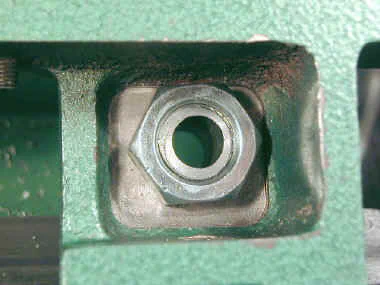
On the front side of the tailstock casting I milled a flat surface so that the 3/4" nut could seat evenly. I drilled the 3/4" hole from this side after milling.
Drilling from the back side is problematic due to the angled surface. I started with a center drill, then used a series of standard drills up to 1/2" and then a series of Silver & Deming reduced shank (1/2") drills to work up to the final 3/4" hole.
The 3/4" nut is turned down to a thickness of about 3/8" and the bolt is turned down to be flush with the nut.
I used a 4x1/2" bolt for the cam and turned the cam segment by offsetting the bolt in the 4-jaw chuck. I made an earlier version by just milling a flat, but the cam angle was too steep on that one so it did not lock properly.
The cam bolt passes through a 1/2" dia. hole in a lug machined from 3/4" dia. aluminum rod. A nylon insert lock nut locks the bolt in place, leaving a little clearance so that the lug can move freely up and down.
The bottom of the lug is drilled and tapped 3/8-16.

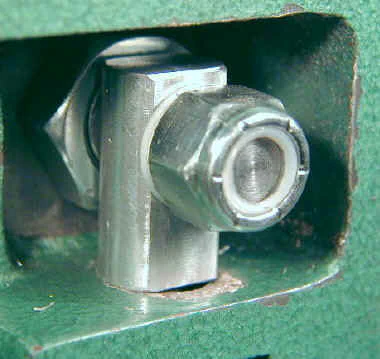
On the back side of the tailstock, the bolt passes through a spacer made from 3/4" dia. aluminum which provides clearance for the lever arm, so that it does not hit the tailstock ram locking lever.
The head of the 3/4" bolt has been faced to form a smooth surface for the rotating arm to work against.
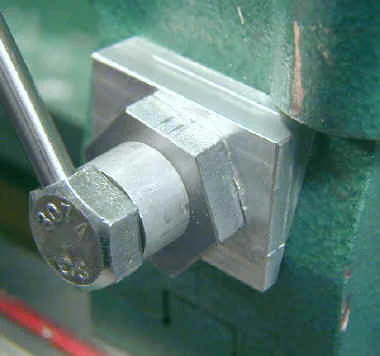

The lever arm is made from 1/4" diameter drill rod. I’m still experimenting to find the optimal length for this arm; the one shown here may be a little too long.
A 3/4" acrylic plastic ball makes a nice hand hold on the far end. I drilled and reamed it to 1/4" in the lathe and super-glued the ball on.
Since I did not have a metric tap to match the thread on the original tailstock locking plate, I made a new plate from steel plate and a 3/8" carriage bolt.
The front corners are rounded to help align the plate between the ways when the tailstock is remounted. A spring keeps the plate pressed downward so that it does not jam when removing or replacing the tailstock from the ways.
I turned a custom-sized washer about 0.60 in dia. which sits on top of the spring.

A 6-32 bolt and locking nut keeps the plate from rotating. Since the plate only fits between the ways in one orientation, this is a great timesaver when remounting the tailstock after it has been removed.
I remove mine to provide extra workspace whenever I’m not using it.