Introduction
Lapping is a method of smoothing an item by working it back and forth over an abrasive medium such as carborundum grit. The technique is used for grinding telescope mirrors, smoothing automotive engine valve faces and can be used to smooth metal parts to just about any desired level of surface finish.
A convenient method of lapping in the home shop is to use wet-dry sandpaper supported on a smooth surface such as plate glass or a flat piece of 1/2 aluminum plate.

Wet / Dry sandpaper is very handy for putting a very fine shiny finish on metal workpieces in the lathe. In that application it is generally used dry, but when used wet on a flat backing surface it does a great job of smoothing flat metal workpieces from milling operations.
You will need a variety of grits such as 220, 320, 400 and 600 and can sometimes find assortment packs that contain such a variety. You can find it in the paint section of most hardware and automotive stores.
Owners of the 7×10 mini-lathe and mini-mill can significantly improve the smoothness of operation of the dovetail joints in the cross-slide and compound of the lathe and the X-Y-Z axes of the mill by lapping the faces of the gib strips in these dovetails. (See also Mike Taglieri’s procedure)
The gib strips are metal strips that form the working face of one side of the dovetail slide. They are adjustable by means of set screws to remove much of the play from the dovetail slide. By lapping the working faces of the gibs, you can make the fit and smoothness much better than is possible with the rough finish that comes from the factory. Not only does this make the slide smoother in operation, it makes the fit tighter, thus reducing chatter during cutting operations.
While lapping can be done using loose grains of abrasive in an oil or water slurry, it is much neater and more convenient for many operations simply to use wet-dry sandpaper. All you need is some sandpaper in various grades, a little water and a flat plate of some kind to support the sandpaper. Some HSMs use plate glass for this; I use a 1/2″ thick aluminum plate about 10×12″ in size.
Since I do lapping fairly often I made an aluminum plate with two strips of 1/2″ aluminum down each side. The strips clamp down the edges of the sandpaper to keep it from sliding around on the surface of the plate. The strips are clamped down by 2 8-32 hex cap screws on each side.


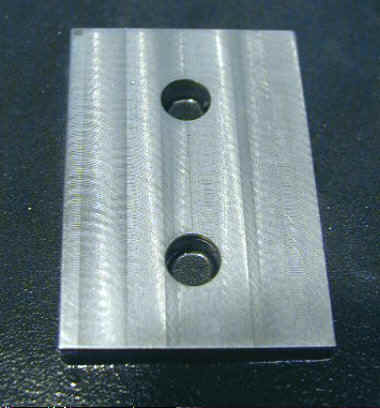
To illustrate the results of lapping, the following pictures show the surface of a milled aluminum wedge before and after lapping. This was done using relatively coarse #220 grit paper.

Here’s the technique I use to hold a gib strip for lapping. I slide the gib back and forth lengthwise along the lapping table. Since only a tiny amount of metal is removed on each pass, it takes an hour or more to get a nice finish.
I start with 220 grit paper, then 320, then 400 and maybe 600 if I’m really ambitious. Be careful not to tilt the gib while lapping – keep the original face flat to the plate as much as possible.

